Notre savoir-faire
Machines de superfinition
étude, réalisation et retrofit de machines de superfinition
1
La superfinition est une action d’usinage qui vise à obtenir des pièces de très haute qualité, au delà des capacités de la rectification.
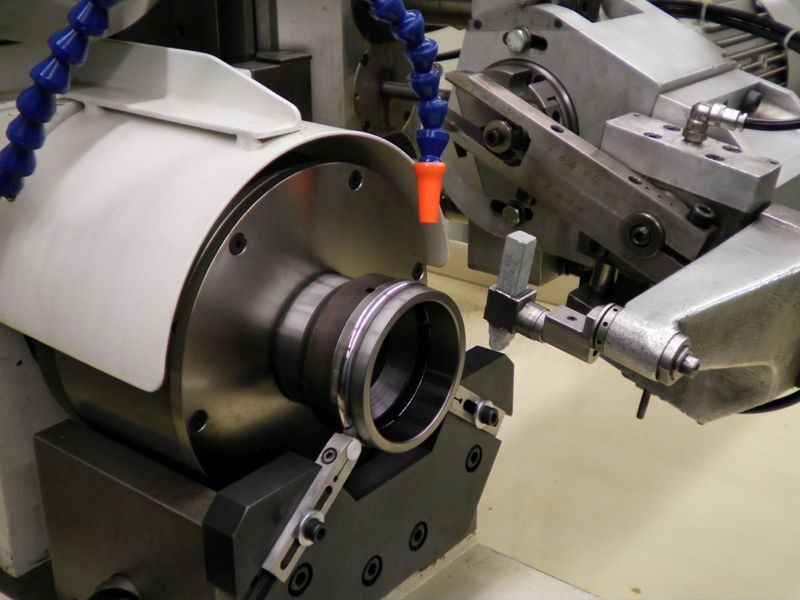
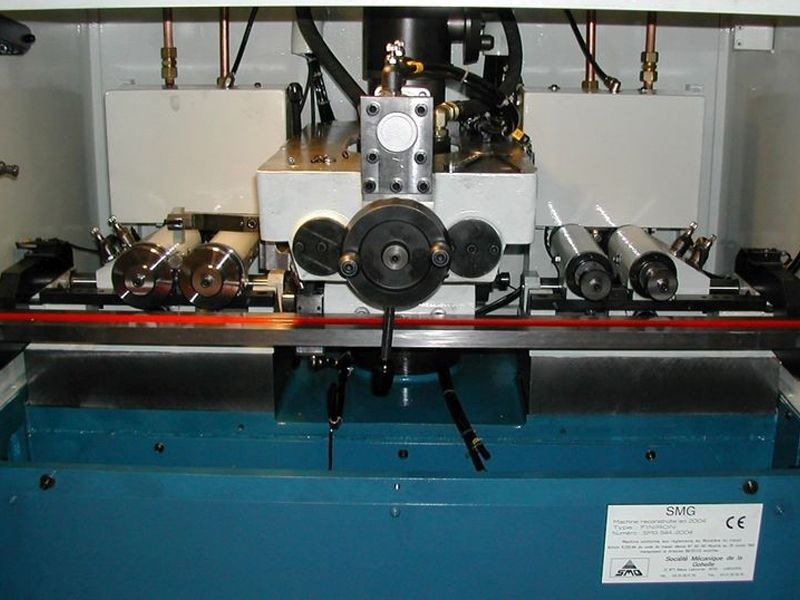
RETROFIT MACHINE DE SUPERFINITION SELON LE PRINCIPE FINIRON
GALETS 2 POSTES (ÉBAUCHE – FINITION) RÉALISÉ PAR SMG
La superfinition point par point
1
Elle opère sur deux caractères
La forme de la surface obtenue en définitive : l’usinage à l’outil laisse sur la surface un certain nombre de raies ou de stries (que le rodage masque partiellement).
La structure superficielle du métal usiné : l’usinage à l’outil conduit à de grandes élévations de température pouvant atteindre 1 000 °C à l’extrémité de l’outil : celui-ci arrache, d’autre part, des éléments de copeaux ; il en résulte une détérioration superficielle due à la fusion de particules de métal qui se ressoudent ensuite.
- A cela s’ajoute l’agglutination de corps étrangers : limailles, lubrifiants, saletés, etc., qui contribuent à former une structure superficielle fragile et peu homogène, appelée couche de Bellby.
- La superfinition consiste à enlever la couche Bellby, de manière à faire disparaître les stries et les défauts géométriques.
- La différence essentielle entre superfinition et rectification porte sur le mouvement de coupe de l’abrasif.
- L’action très rapide de la meule est remplacée par celui d’une pierre abrasive à mouvement rectiligne alternatif.
- Ce mouvement de vibration à une fréquence d’environ 25 coups par seconde et une amplitude de 1 à 5 mm.
- L’abrasif travaille à faible vitesse (10 à 20 m/min, contre 3000 m/min en polissage).
Nos services
Découvrez l’ensemble de notre savoir-faire à travers nos différentes rubriques